The Cedar Hull: EMPAC’s Wooden Instrument
The development of the wood enclosure surrounding EMPAC’s Concert Hall was cutting edge in its processes and use of technology from concept to construction. From the very beginning, references to the geometry of musical instruments guided the development of form and space at EMPAC. This reached its culmination on the curving wood enclosure. As part of the acoustic strategy, the Concert Hall at EMPAC is a double-shelled object. Beyond the Concert Hall’s cast stone acoustic panels and waveform wood paneling lining the Concert Hall interior is a concrete shell encased by a secondary and offset wood shell. Between these shells are housed circulation spaces supporting primary entries and exits; back-of-house areas and the mechanical runs that are necessary for the proper operation of the performance space.
The Concert Hall wood enclosure, or “wood hull” as we called it, was developed as a unifying surface – giving continuity and polish to the outside of the Concert Hall and its amalgam of support program appendages. The wood hull was created using lofted NURBS surfaces (Non-Uniform Rational Bezier-Splines), a three-dimensional geometric system that results in a continually smooth finish. Long the domain of the car and industrial design industries, EMPAC’s NURBS surface was developed using high-end CAD (computer aided design) software. This 3D model became the ultimate development and collaboration document for the hull, guiding the coordination of both mechanical and structural systems, and allowing for rapid yet accurate iterations of the design through all phases. During the complex refinement process of reconciling the inner form of the concert hall with the smooth outer shell we generated over one hundred iterations of the surface model.
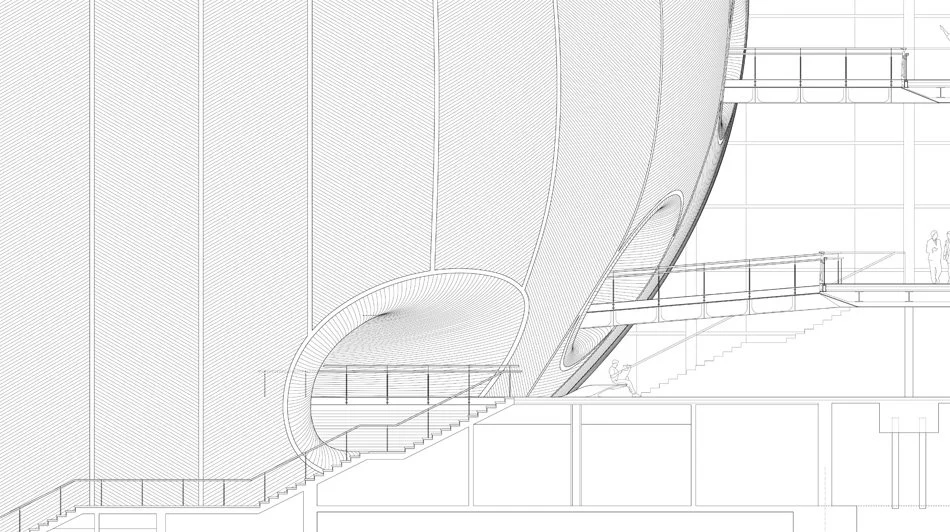
Continuous and smooth surface curvature suggests the fluid realm of art and nature, whereas hard edges and creases suggest the precise, man-made, and the known. EMPAC, a venue where art and science exist in a constant dialogue, was expressed in both geometric types. At the moment the continuous surface of the wood hull meets an entrance we have a clean-cut shape leading you into the Concert Hall interior. This was accomplished by intersecting circular and elliptical cones with the original NURBS surface, resulting in a deliberate carving.
At each stage the surface was checked using curvature analysis. Of interest were smooth blends between areas of greater curvature and their flatter neighbors, all the while keeping an eye out for surface inversions that would result in unflattering deformations and shadows.

The coordination effort with the hull was not limited to internal Concert Hall spaces. Proximities and intersections with adjacent objects, including the north curtain wall and the roof, and a recognition that the space around the hull was as important to its perception as the shape of the object itself, helped drive the final form development. Where the hull penetrates through the glass facade to the outside, there is a transition of materials; from wood to metal panel. Where the hull geometry intersects the roof, a continuous skylight allows both direct and indirect washes of light to graze the wood surface.
The patterning of the wood surface was of great importance to how the form would be experienced in space. At the outset, we believed using a tongue-and-groove array of boards would help accentuate the surface curvature while helping to bring down the details to a human scale. Early studies began with a local shipbuilding company about how this fabrication technique might be realized. These discussions led to a concern over the unpredictability of the patterning due to the complex nature of the surface. In addition, the unrelenting nature of a single pattern across the surface led us to implement a variation by introducing a herringbone pattern that followed the cadence of columns along the north curtain wall. This added much needed mid-scale texture and helped energize the surface.


Throughout the latter half of the project’s design phases, this 3D digital prototype was used as a coordination system between Grimshaw, David Brody Bond and Buro Happold. This transitioned into the subcontractor, AWI (Architectural Woodwork Industries), using the same 3D model to develop and coordinate fabrication and installation. Led by Rick Herskovitz, AWI worked with us, the rest of the design team and Turner Construction to digitally resolve any potential conflicts in the construction process well in advance of onsite construction.

Various mockups were developed to explore the appropriate wood species for the finish based on durability, workability, and the aesthetic desire for a wood of character and warmth. Western Red Cedar, a wood commonly used as a sounding board for string instruments, was chosen as the finish material. The cedar sourced for this project was sustainably harvested from the Queens Forest in British Columbia, Canada. Based on the curvatures required on the hull, the cedar was air dried for 8 months to preserve its bending flexibility.
After selection of the wood species, a full-scale mockup was constructed as part of the fabrication development process. The areas of tightest curvature, and the corner of an entry portal, were chosen as the best spot for the mockup as they represented the areas of greatest fabrication difficulty. This mockup led to the development of the sub-frame system, wood board width and depth, applied finishes, and fastening methods. Cedar is naturally flame resistant but nevertheless a further mockup was fire-tested to alleviate any lingering concerns about the combustibility of such a large amount of wood in a public space; the cedar passed this test resoundingly.


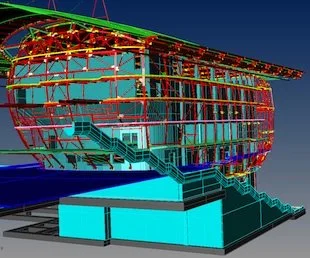
On the exterior of the concert hall concrete enclosure, the structural engineer developed a steel cage made of faceted wide flanges to help rough out the hull shape. Then to achieve the extremely high positional accuracy that a panelized, double-curved surface requires, this steel superstructure was surveyed on site using a robotic laser transit and the data mapped back into the original 3D surface model for geometrical coordination. The difference between the designed shape and the actual construction shape, in recognition of the rough faceting of the steel cage, was bridged using computer-controlled laser-cut steel blades welded to the steel cage. The final edge of these steel blades matched the 3D surface model exactly as designed. This created the fully calibrated framework onto which the final surface would emerge.
Using digital fabrication techniques driven by the 3D surface model, a series of 268 double-curved framed panels clad in sheet metal were CNC pre-fabricated offsite and numbered. Each panel was unique and built to 0.005’ tolerances. These were then hoisted into place covering the surface of the entire hull. Setout lines were inscribed onto the panels and the job began of bending and fastening each tongue-and-groove cedar board. What began as an entirely digital process of form design, coordinating structural and mechanical systems, developing fabrication templates and simulating construction, ended with the hand placement of the natural wood finish. Coming full circle back to the earliest material concepts, wood edge details took their cues from the shipbuilding industry.
The result is a labor of love from all those involved in its creation from design to construction. Through the common language of geometry and the exploration of a material’s innate qualities, the wood hull has become an emblem of EMPAC’s mission of yoking together art and science.
